需要了解合毅鑫螺丝模具详细的库存信息请见库存表,谢谢!
专业紧固件冷镦模具供应商【合毅鑫螺丝模具 袁先生13825255673】专注:螺丝模具、主模、六片组合模、冲模、冲套、顶针等精密螺丝模具。一直被模仿,但从未被超越,欢迎来函来样订做。
上冲
-
也叫一冲或初冲,是螺丝头部初次成型所需的一种模具。它在制造过程中对品质的稳定,以及成品使用价值占最大的重要性。
-
分类:分为全钨上冲和包钨上冲
-
全钨上冲的表示方法:(图一)
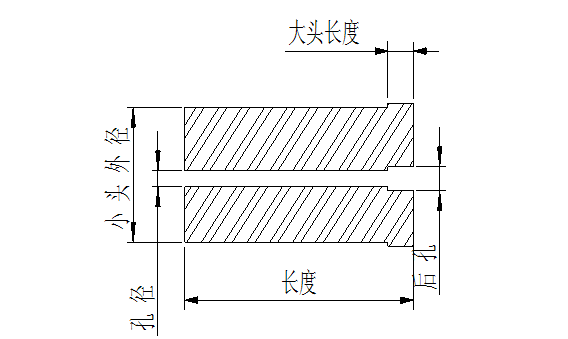
即:上冲孔径x小头直径/大头直径x小头长度/大头长度x后孔孔径x后孔长度
注:1、客户订购上冲时,请特别注意:是否要挖头型。
2、后孔尺寸就是上冲顶针的大头尺寸。
3、机种大时,一般使用包钨一冲,以免爆裂。
4、头型大时,一秀也使用包钨一冲,以免爆裂。
-
包钨上冲的表示方法:(图二)

即:上冲孔径x钨径x钨长x小头直径/大头直径x小头长度/大头长度x后孔孔径x后孔长度。
|
机种
|
小头直径
|
大头直径
|
小头长底
|
大头长度
|
备注
|
|
0
|
12.0
|
12.5
|
25.0
|
5.0
|
|
|
1/8
|
15.0
|
15.5
|
25.0
|
5.0
|
|
|
3/16
|
18.0(17.0)
|
19.0(18.0)
|
35.0
|
5.0
|
|
|
1/4
|
19.0(20.0)
|
20.0(21.0)
|
55.0
|
5.0
|
|
|
5/16
|
25.0
|
26.0
|
55.0
|
5.0
|
|
-
上冲孔径与线材的配合关系,上冲孔径一般比线材大0.04 mm~0.10 mm。
上冲操作要点
-
上冲外径与上冲套孔径应相差负0.01 mm,否则稳定中心点困难。
-
上冲内顶针前端与上冲孔径相差0.02即可(太大,则出现打出的头型,边缘有毛边)。
-
上冲与上冲套压缩至顶点时,上冲端应突出上冲套前面3 mm以上才正常。
-
试车的时间差要控制好。
-
生产不锈钢产品,调机时请先用普通铁线调试。
-
上冲与主模间隙要适中,以免碰撞。
|




